CONCRETO & Construções | Ed. 93 | Jan – Mar • 2019 | 53
convertida em programas de usinagem
utilizados por máquinas de fresagem. O
processo de usinagem objetivava repro-
duzir com exatidão a superfície do mo-
delo e fornecer uma rugosidade superfi-
cial pré-concebida (Fig. 4). Para alcançar
este objetivo, foram executados testes
com diferentes ferramentas (brocas),
e outras variáveis, tais como a rotação
da fresa, velocidade de avanço e nú-
mero de passos da ferramenta. Amos-
tras com diferentes rugosidades foram
confeccionadas e comparadas com a
superfície da pista matriz na Alemanha.
Definido o padrão e inspeções, contro-
les de qualidade foram implantados para
garantir que todas as subplacas de EPS
fossem usinadas da mesma forma.
As subplacas eram transportadas
após a usinagem para a unidade de
concretagem. No transporte, empre-
gou-se veículo com carroceria baú,
revestido com carpete, suportes em
EPS/espuma e manuseio cauteloso
visando eliminar riscos de dano.
Uma área de 3000 m
2
foi planeja-
da e modificada exclusivamente para
a produção das placas de concreto.
Diversas medidas foram implantadas
para evitar todo e qualquer dano na
superfície usinada, assim como para
garantir a qualidade e produtividade
necessárias para o atendimento do
prazo estipulado. Dentre as mais re-
levantes (Fig. 5):
u
Fôrmas de aço de alta precisão
com fixação e travamento magné-
ticos (
light magnetic shuttering
);
u
Estrutura auxiliar que mantinha a
armadura suspensa e sem contato
com o molde;
u
Execução de estrutura de lavagem e
remoção do molde pós-concretagem;
u
Fechamento lateral da área produ-
tiva para evitar ação de intempéries
e sujidades.
A produção média foi de 8
placas/dia.
5. VALIDAÇÃO FINAL DA
PLACA POR
LASER SCANNER
Após todo o processo de usi-
nagem do EPS e pré-fabricação do
concreto, a ferramenta utilizada para
u
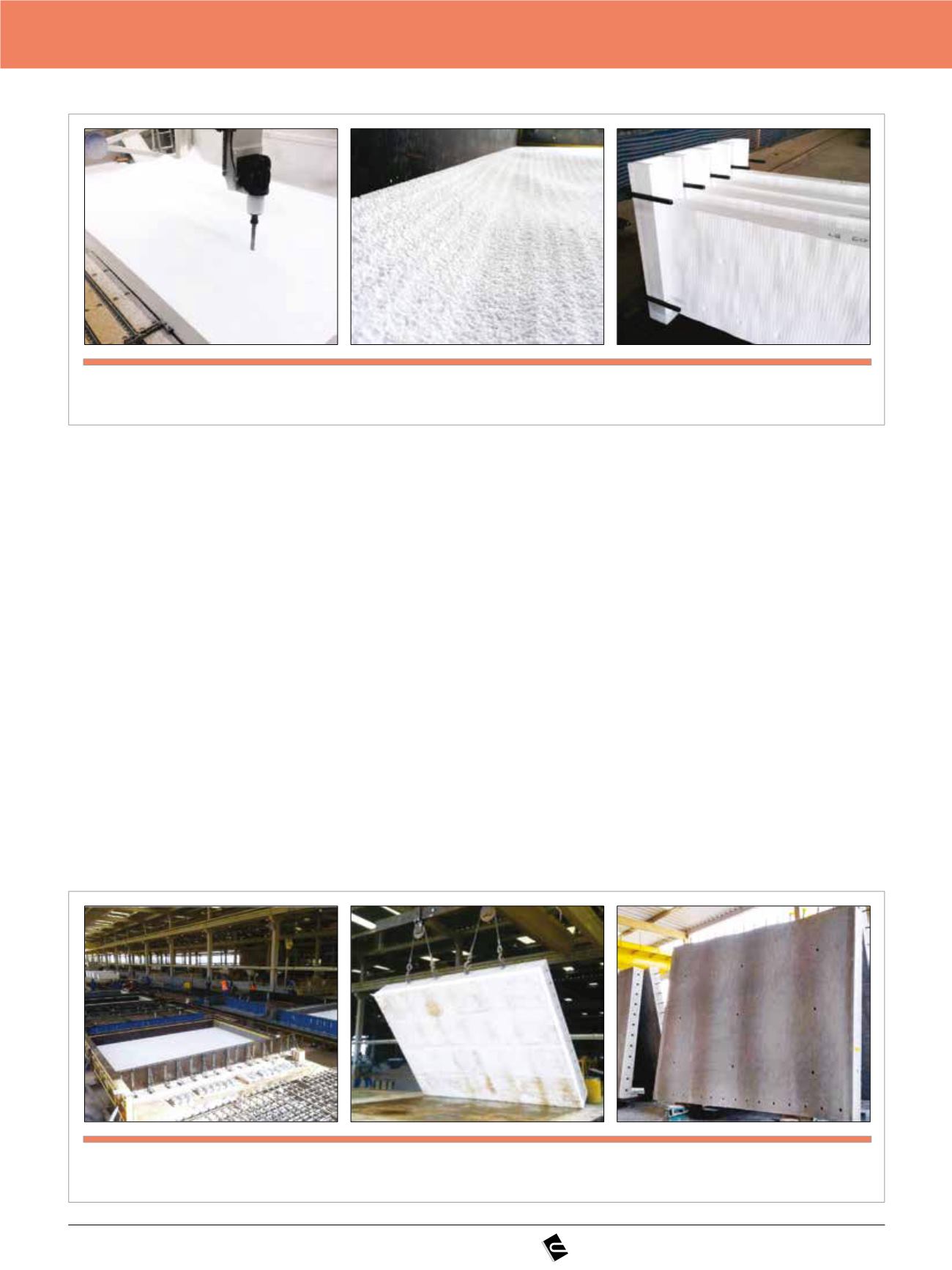
Figura 4
Processo de usinagem; padrão de rugosidade superficial; subplacas usinadas
u
Figura 5
Área fabril; saque da peça; peça finalizada


