CONCRETO & Construções | 65
C 1747 is commonly referred to as
the ‘raveling potential test’. In brief, a
set of three cylinders, 100 mm tall by
100 mm diameter (4” tall by 4” diam-
eter) is cast to the design density of the
concrete mixture. To achieve this, the
material is weighed into the empty cyl-
inder mold to match the design density,
then it is compacted by dropping and
with a Marshall hammer using however
many blows it takes to compact the
mass down to the 100 mm (4”) height.
The cylinders are cured in the covered
mold for seven days. After the curing
period, the cylinders are weighed, and
then all three cylinders are put together
into a Los Angeles machine for 500
revolutions. After tumbling, any parts
larger than 25 mm (1”) diameter are
weighed. The mass loss is calculated
as the initial weight less the final weight,
divided by the initial weight.
With ASTM C 1747 test, two key
results are obtained: mass loss and
number of blows of the Marshall ham-
mer. Lower mass loss is an indicator
of better raveling resistance. Consid-
ering the blow count of the Marshall
hammer, lower numbers indicate more
workable mixtures.
Mass loss is best used to com-
pare raw materials during the mixture
proportioning phase of a project. One
would use this test to see which raw
material might perform best before go-
ing to production. Key to comparing
raw materials is keeping mixture pro-
portions volumetrically identical; there-
fore, void volume and paste volume
must be kept constant. For example, a
producer might have three supplemen-
tary cementitious materials from which
to choose. If in testing similar mixtures
by C 1747, mix A had 35% mass loss,
mix B had 23% mass loss, and mix C
had 29% mass loss, then the producer
would be wise to choose mix B based
on raveling potential. While there still
isn’t guidance on what is an appropriate
maximum upper limit for mass loss, the
range of results seen is roughly 20% to
100% [ASTM 2010]. The average result
from the ASTM round robin, for mix-
tures with 20% voids was about 39%.
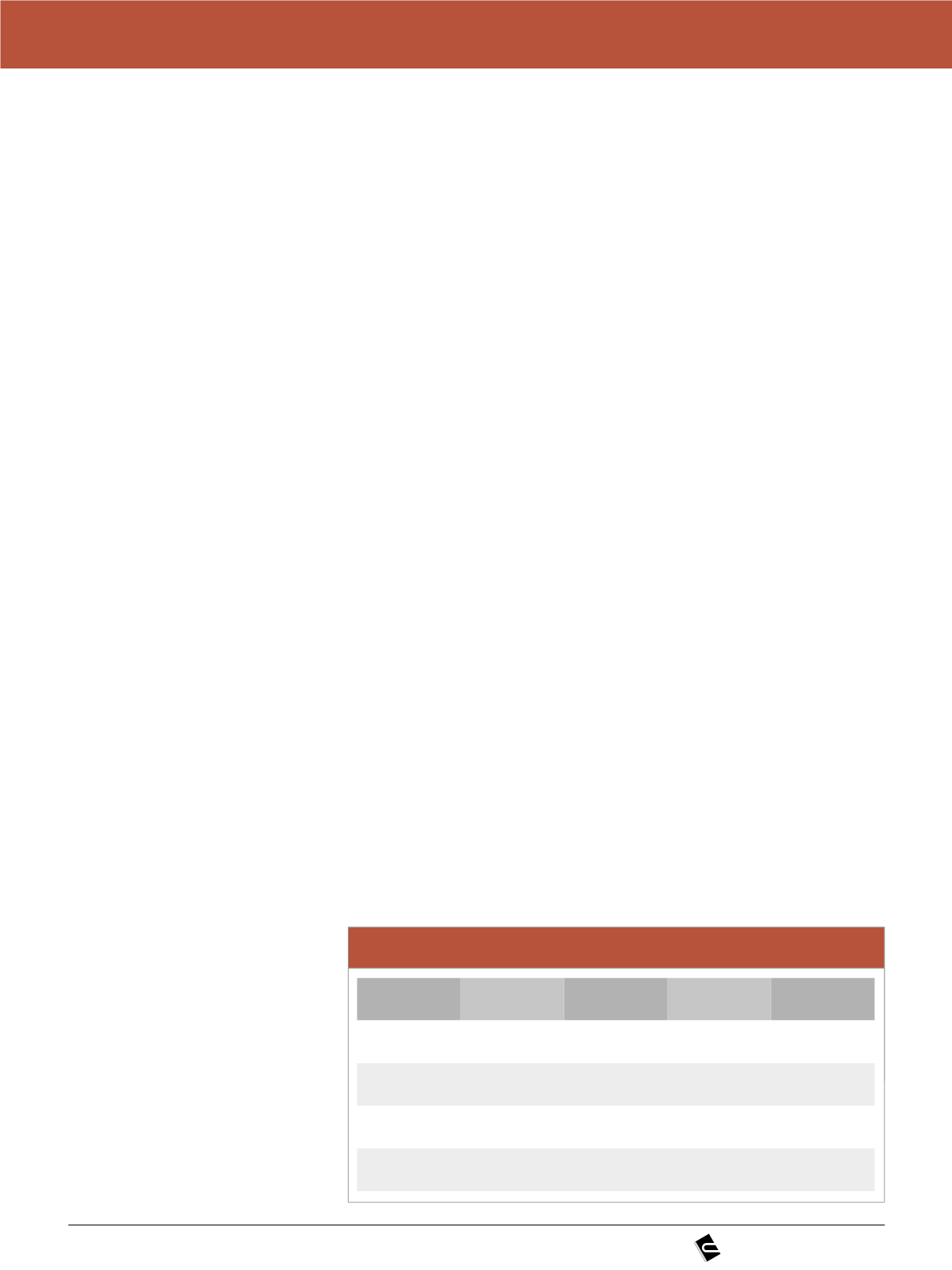
An example of this is seen in Offen-
berg [2011a]. The concrete producer
had four coarse aggregates available
for production. Concrete batches were
made in the laboratory with a single
source of coarse aggregate used in
each batch, four batches in total. The
volume of coarse aggregate and ce-
ment was held constant for each batch,
as were the water to cementitious ma-
terials ratio, admixture dosage, and void
content. Comparing the average mass
loss between two duplicate batches al-
lowed the producer to select the best
available coarse aggregate for addition-
al testing (Table 1).
There are many variables that could
be evaluated through this testing be-
yond simply coarse aggregate or SCM
selection. It could also be used to eval-
uate admixtures or admixture combina-
tions, sensitivity to void content, aggre-
gate blends, and impacts of fiber.
Similarly, the fresh properties of vari-
ous mixtures can be evaluated through
blow counts for compaction. One
would expect concrete with low blow
counts to discharge from a mixer truck
with greater ease, and to compact in
the field with fewer passes – both im-
portant metrics for contractors as they
impact productivity of the crew. Simi-
lar to mass loss, however, there isn’t
yet guidance on specification limits for
Marshall hammer blows either for mix-
ture qualification or for quality control on
the jobsite. In the future, as the industry
gathers data on this metric and how it
impacts project success, specification
limits will follow.
4. DRAINAGE PROPERTIES
Pervious pavement systems are
designed to move stormwater from
the surface to the subgrade layers
and drainage structures. When de-
scribing the drainage properties of the
pavement, it is important to separate
the drainage properties of the con-
crete layer from the drainage prop-
erties of the system which includes
the surface, subbase, and subgrade.
Typically, the total system will drain
stormwater at a slower rate than the
pervious concrete layer.
While the permeability of the con-
crete layer impacts the permeabil-
ity of the total system (especially if the
u
Table 1 – Results of C 1747 raveling potential testing (Offenberg 2011a)
Aggregate
Initial
Final
Mass loss
Average
mass loss
Texas 57
5021.0
5021.2
2338.9
1564.8
53.4%
68.8%
–
61.1%
Texas 7
5021.3
5020.9
3092.5
3105.6
38.4%
38.1%
–
38.3%
Medford 8
4810.1
4810.4
3041.6
3020.4
36.8%
37.2%
–
37.0%
York PG
4727.0
4729.1
2193.8
2050.0
53.6%
56.7%
–
55.1%


